Instant quotes on custom metal and plastic machined parts | Quick turn prototypes and production parts in days | International prototype pricing includes tariffs | ISO 9001:2015, ISO 13485, IATF 16949:2016, AS9100D certified. ITAR registered.
Start A New CNC Quote
STEP | STP | SLDPRT | STL| DXF |IPT |X T |X B | 3DXML |CATPART | PRT I SAT | 3MFJT files
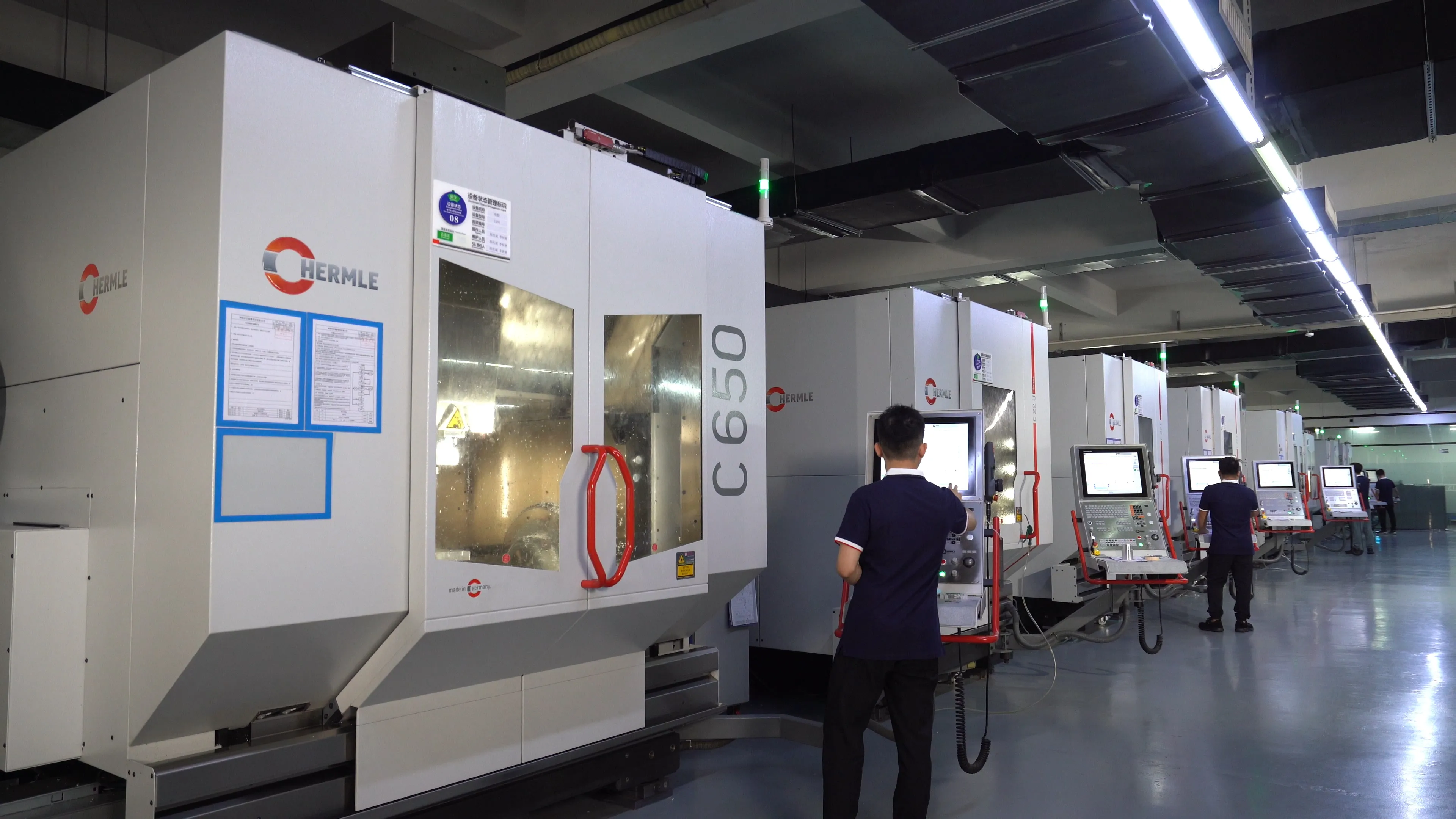
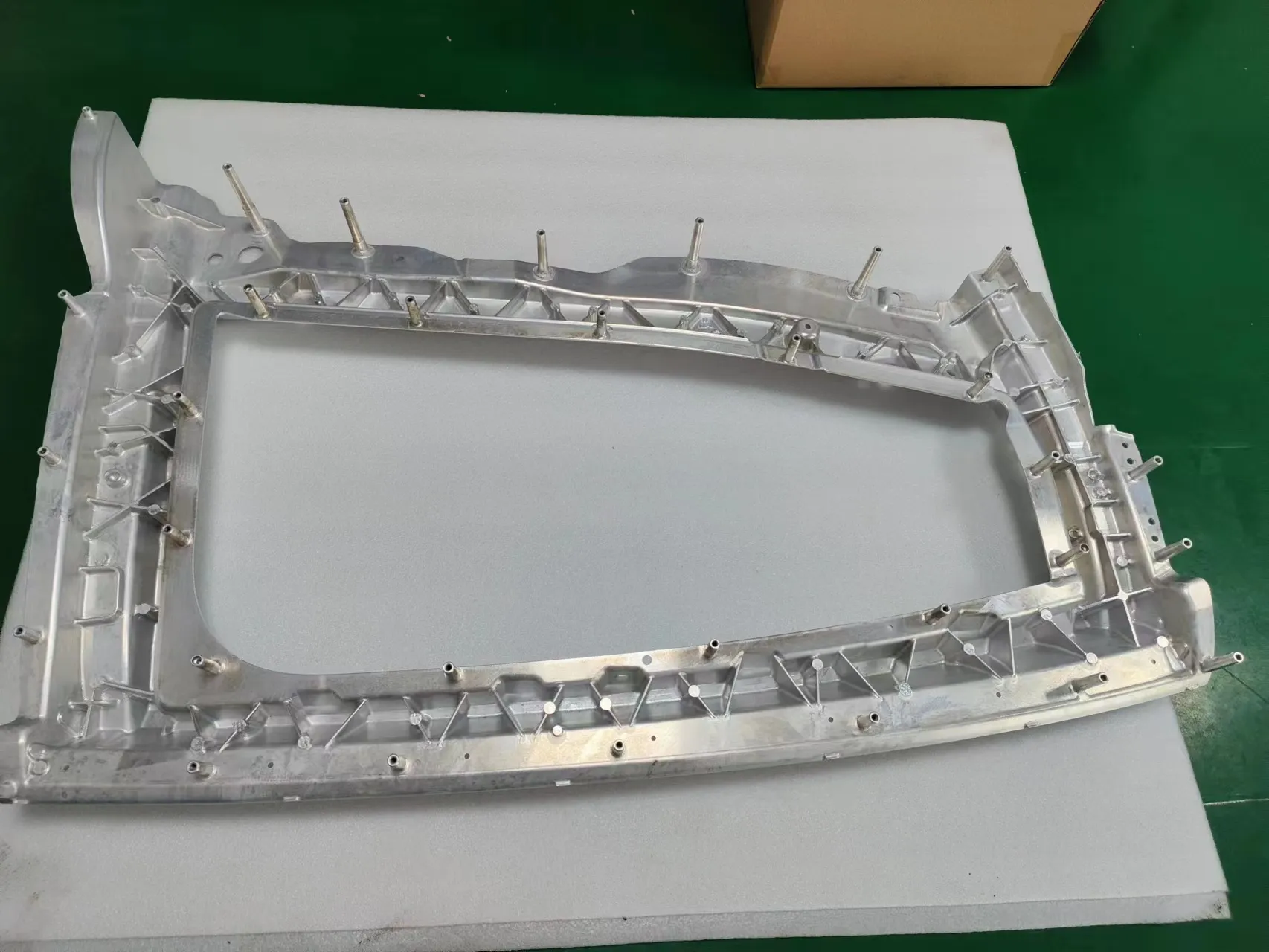
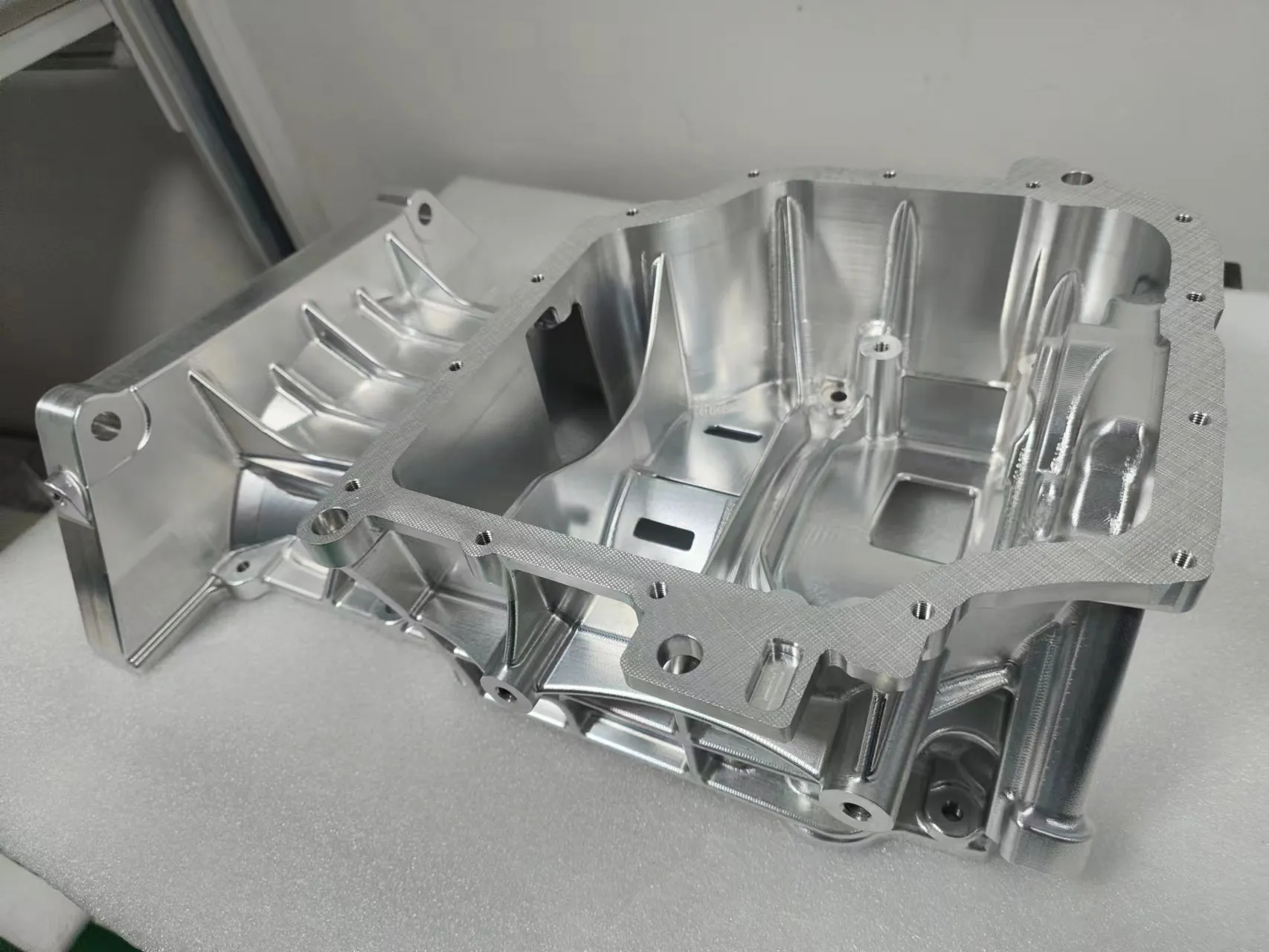
FlagShip stands as the premier manufacturer for top-quality prototypes and end-use machined parts—from simple to highly complex. Boasting over 700 CNC machines, we deliver comprehensive capabilities including milling, turning, routing, EDM machining, drilling, and precision grinding. Backed by ISO 9001 certification and deep expertise, we ensure consistent precision in every project.
Custom CNC Milling Services
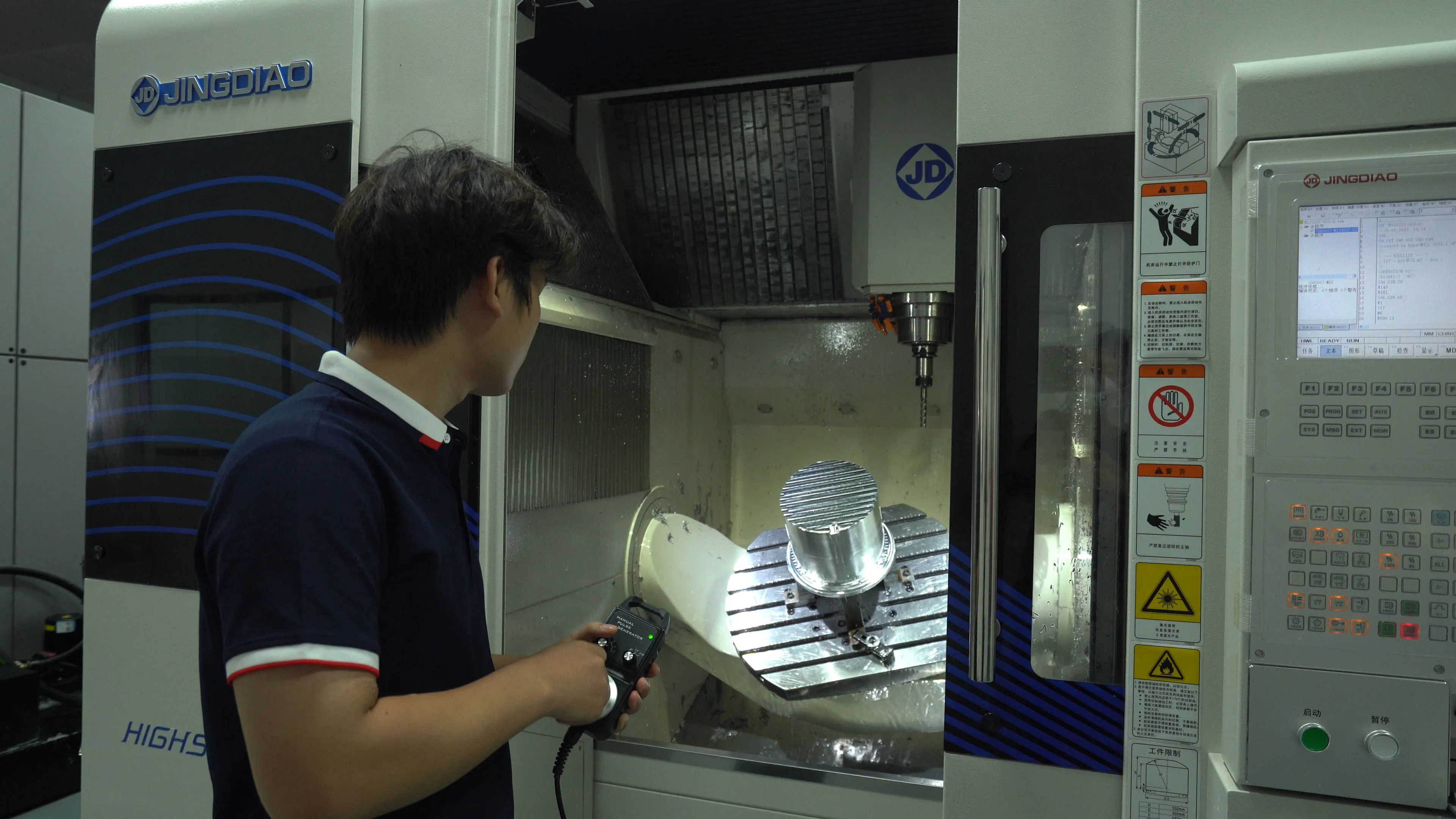
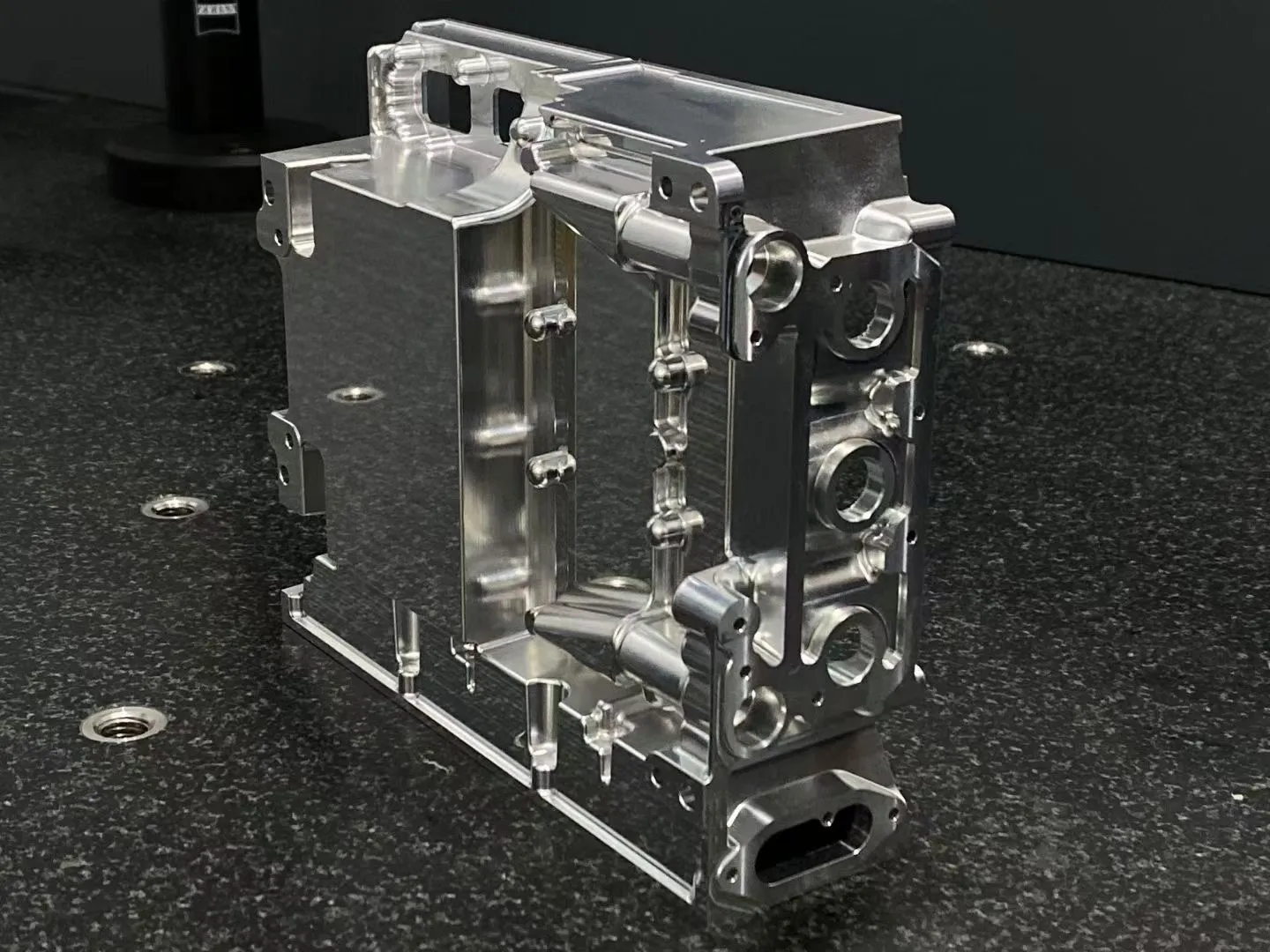
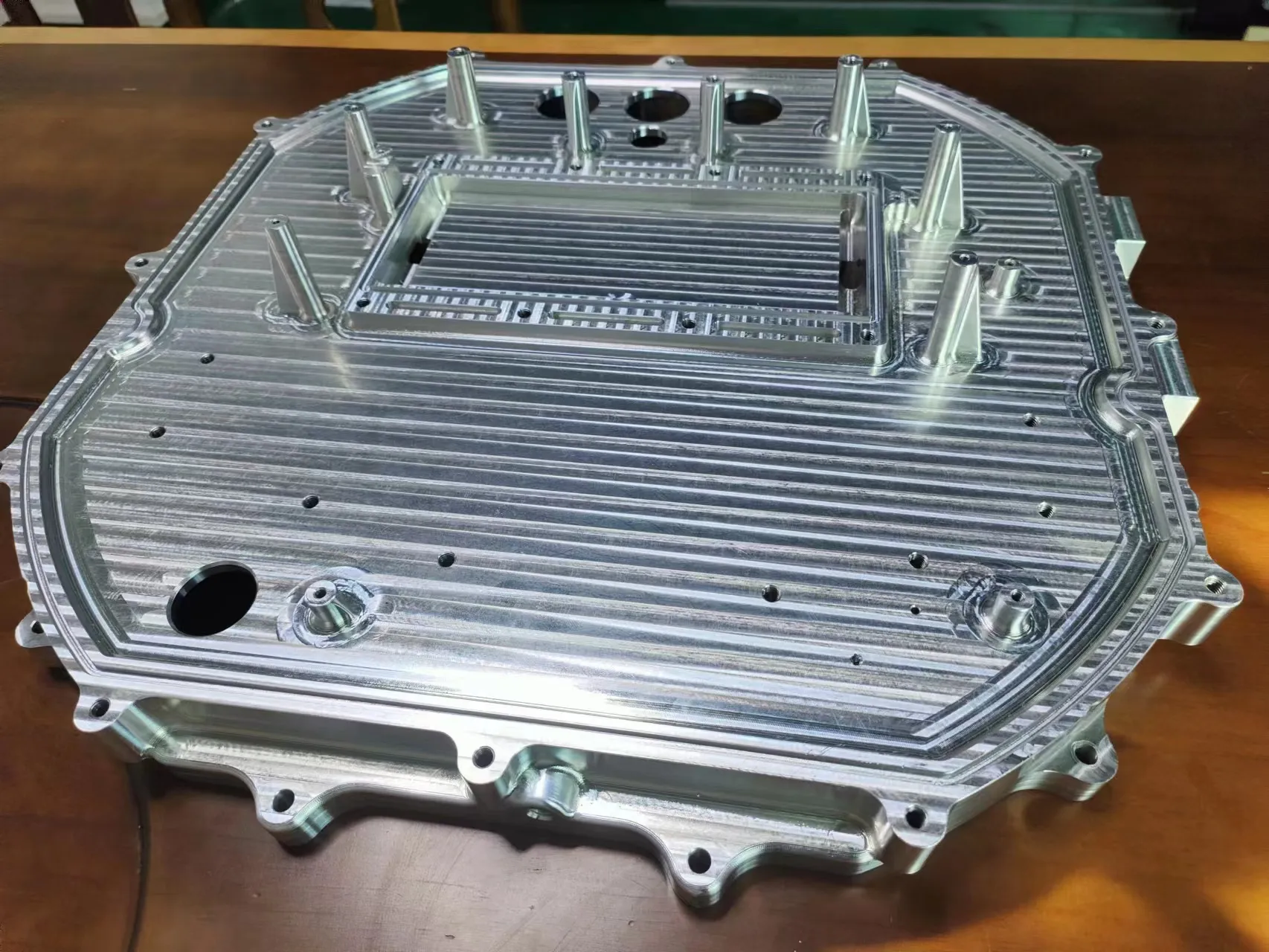
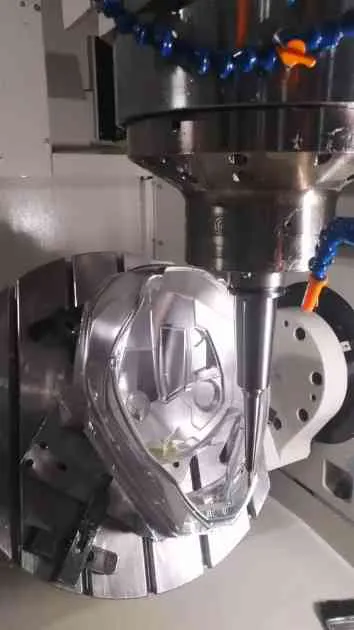
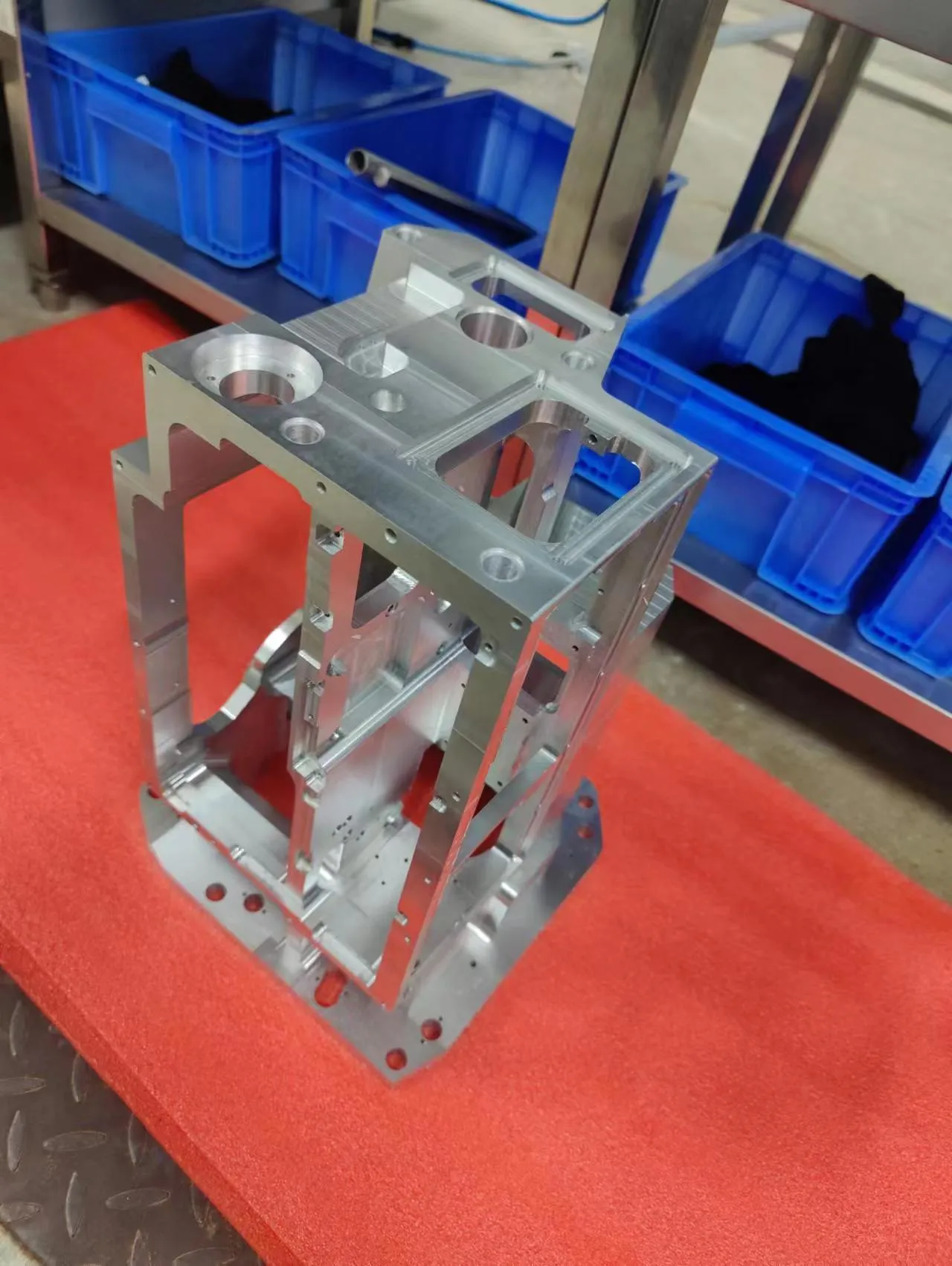
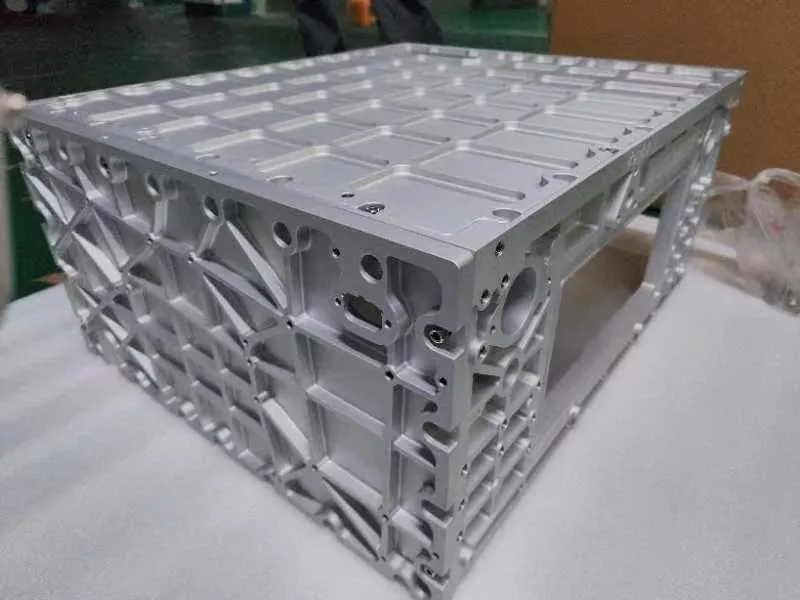
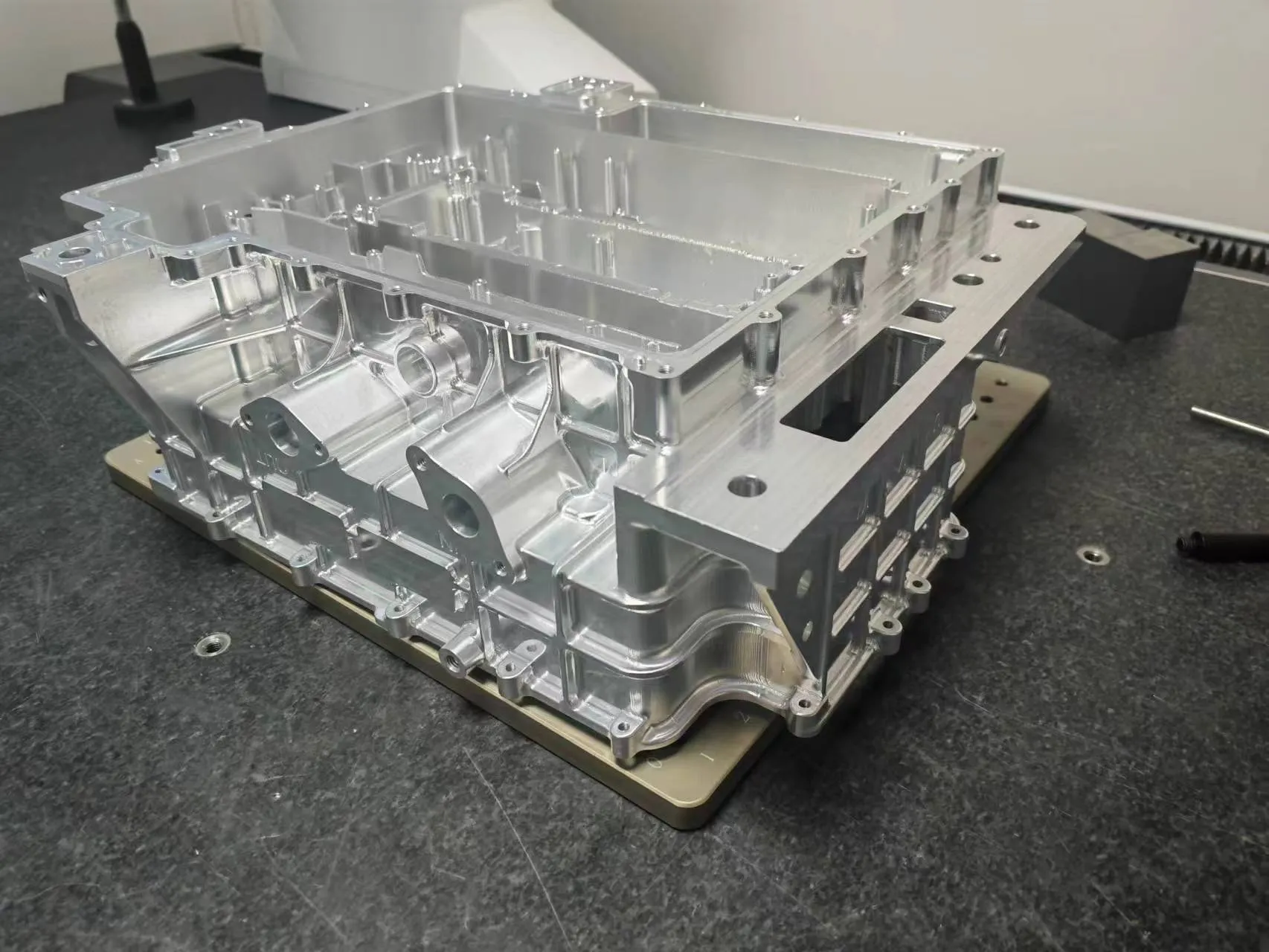
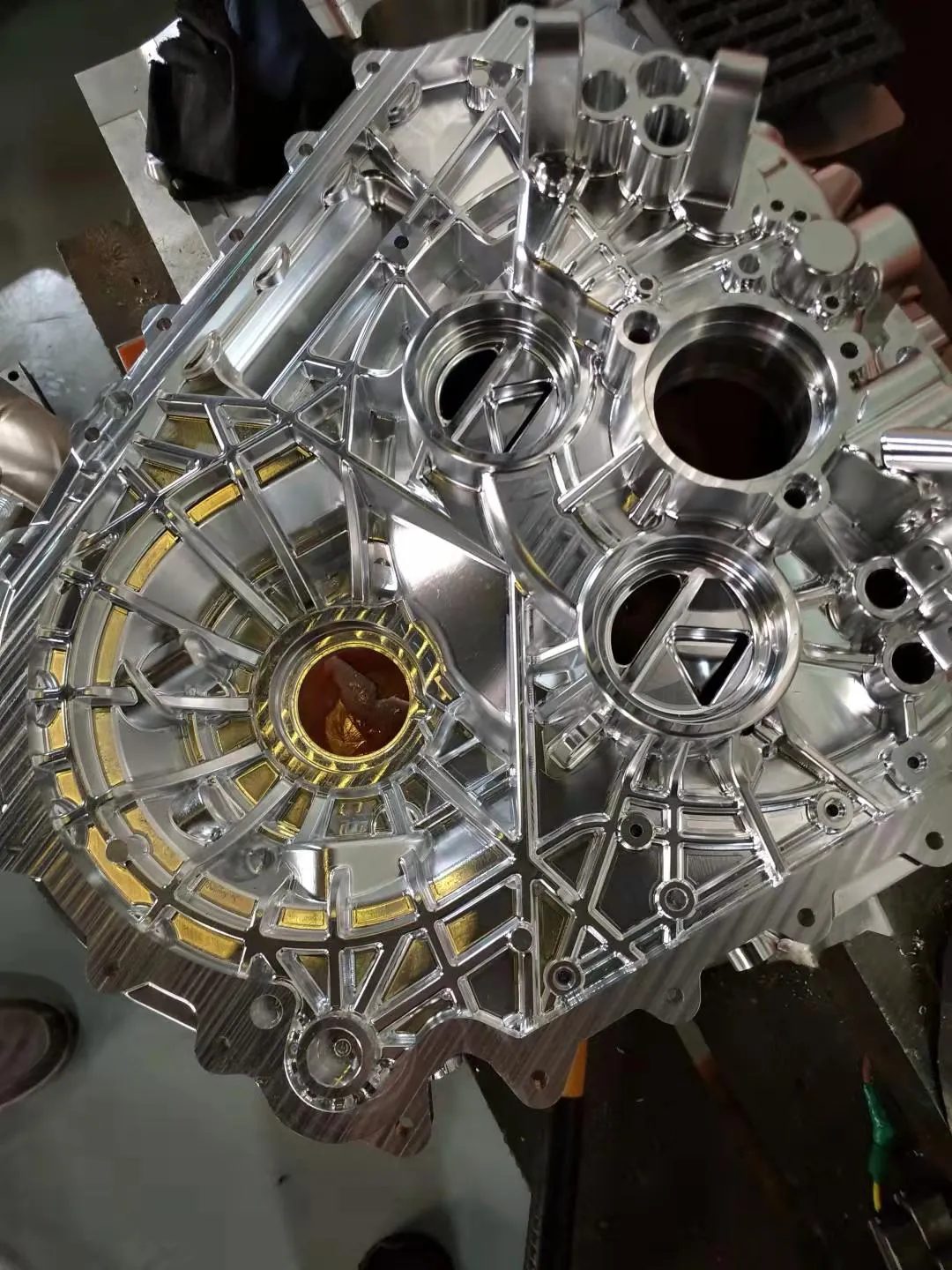
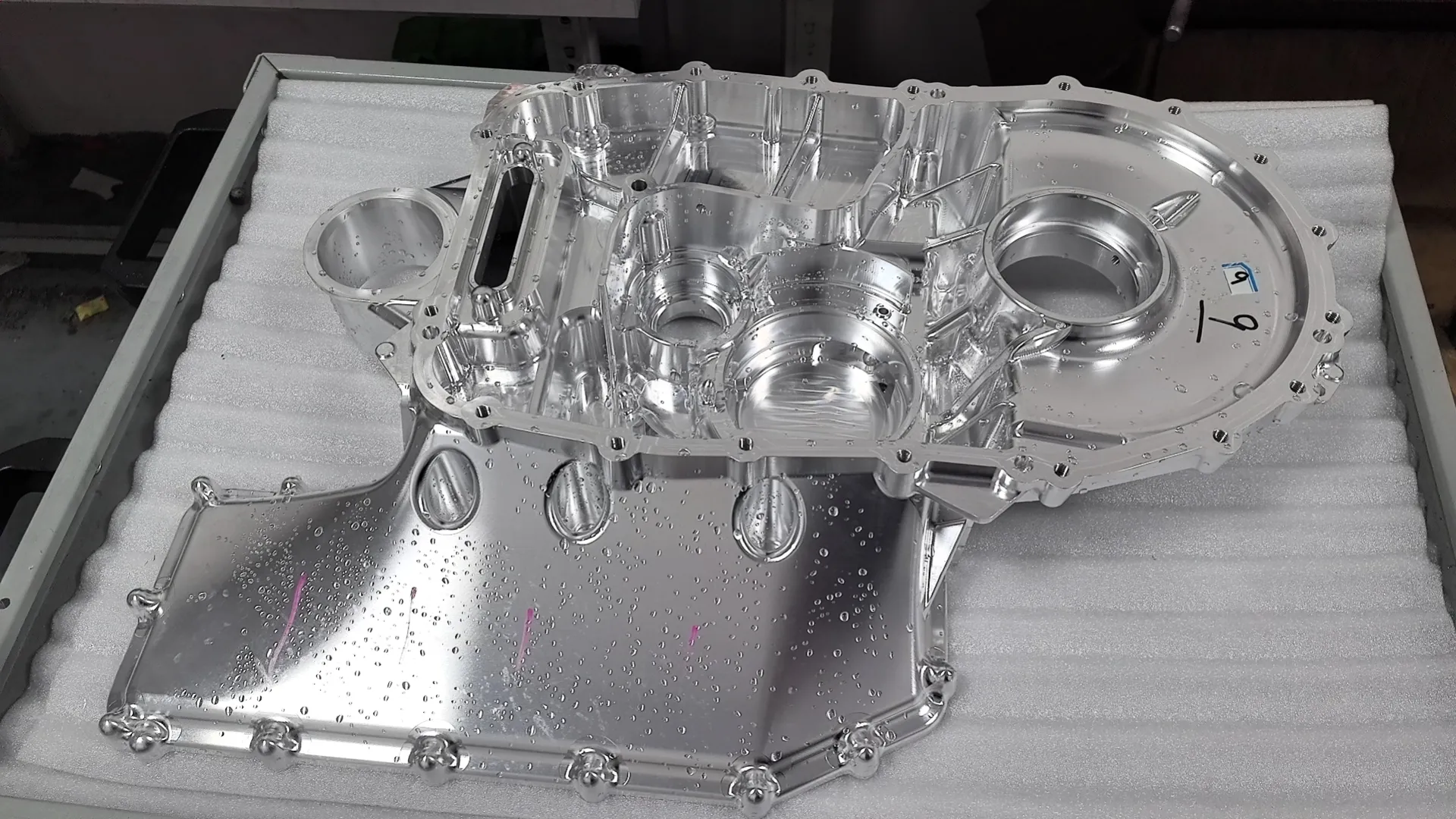
Equipped with over 200 milling centers—encompassing 3-axis, 4-axis, and advanced 5-axis CNC mills—we excel at producing tight-tolerance components and complex geometries in both plastic and metal. Catering to a wide range of industries, we also specialize in precision mold making.
Leveraging our CNC lathes, turning centers, and mill-turn machines, we specialize in crafting cylindrical workpieces—with equal proficiency for square or hexagonal raw materials. From turned prototypes to production parts, we deliver precision components in just a few days.
Advanced CNC machining solutions for aerospace, automotive, medical, and industrial sectors. Get tight-tolerance parts with quick turnaround and ISO 9001 certification.
Why Choose Our CNC Machining Services
Precision Tolerances: Achieve ±0.0001" (0.0025mm) on critical dimensions
Multi-Axis Capability: 3-5 axis machining for complex geometries
Material Versatility: Aluminum, titanium, stainless steel, and engineering plastics
Quick Turnaround: 1-7 day lead times with expedited options
Quality Assurance: ISO 9001:2015 & AS9100D certifications
CNC Machining Capabilities
Core Machining Processes
3-Axis Milling: Up to 60" x 40" x 30" work envelope
5-Axis Milling: Complex 3D geometries with 26" max part size
CNC Turning: Diameters up to 32" with live tooling
Wire EDM: Tight tolerance cutting for hardened materials
Aircraft components, missile parts, and defense systems with AS9100 compliance
Medical Devices
Surgical instruments, implant components, and medical equipment parts
Automotive
Performance parts, custom brackets, and precision engine components
Electronics
Housings, heat sinks, and precision components for electronics manufacturing
Our CNC Machining Process
1
CAD File Analysis
Review your 3D models (STEP, IGES, STL) for manufacturability and provide DFM feedback
2
Quotation & Planning
Provide detailed quote with material options, lead times, and cost breakdown
3
Precision Machining
Execute CNC machining using advanced equipment with real-time quality checks
4
Inspection & Quality Control
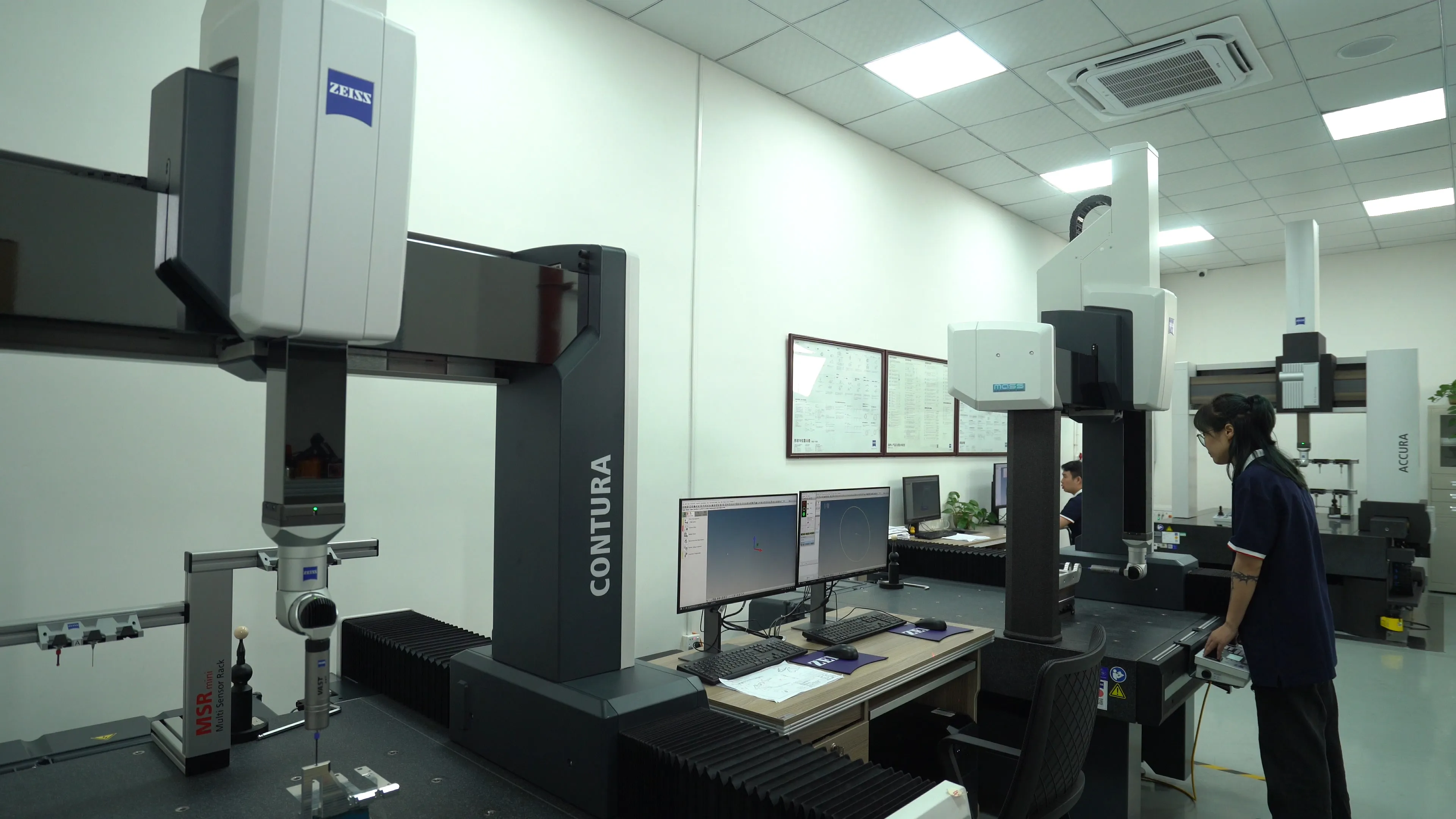
Verify dimensions with CMM, optical comparators, and surface finish testing
5
Finishing & Delivery
Apply requested finishes (anodizing, plating) and ship with inspection reports
Frequently Asked Questions
We accept all major CAD formats including STEP, IGES, STL, SLDPRT, X_T, and DWG. For best results, we recommend STEP or IGES files for 3D models.
Standard lead time is 3-7 business days. We offer expedited services with 1-2 day turnaround for urgent projects, subject to part complexity and material availability.
Yes, we can provide material certifications (MTRs) for all metal components, including traceability to mill heat lots. This is standard for aerospace and medical projects.
CNC Machining Tolerances
Feature
Description
Maximum Part Size
Milled parts up to 80” x 48” x 24” (2,032 x 1,219 x 610 mm). Lathe parts up to 62” (1,575 mm) length and 32” (813 mm) diameter.
Standard Lead Time
3 business days
General Tolerances
Tolerances on metals will be held to +/- 0.005" (+/- 0.127 mm) in accordance with ISO 2768 unless otherwise specified. Plastics and composites will be +/- 0.010”.
Precision Tolerances
FlagShipcan manufacture and inspect to tight tolerances, including sub +/- 0.001" tolerances, per your drawing specifications and GD&T callouts.
Minimum Feature Size
0.020” (0.50 mm). This may vary depending on part geometry and chosen material.
Threads and Tapped Holes
FlagShipcan accommodate any standard thread size. We can also machine custom threads; these will require a manual quote review.
Edge Condition
Sharp edges are broken and deburred by default
urface Finish
The standard finish is as-machined: 125 Ra or better. Additional finishing options can be specified when getting a quote.
We are able to offer a precision machining service with a wide array of tolerances. The table below depicts the general tolerances for CNC machining:
For more information please see this guide to our manufacturing standards.
Ready to get started on your Cnc Machining Service?
Metal CNC Machining Materials
Aluminum 6061
Aluminum 5052
Aluminum 2024
Aluminum 6063
Aluminum 7050
Aluminum 7075
Aluminum MIC-6
Learn more about aluminum for CNC machining.
Learn more about bronze for CNC machining.
Copper C932
Learn more about bronze for CNC machining.
Copper 260
Copper 360
Learn more about brass for CNC machining.
Nitronic 60 (218 SS)
Stainless Steel 15-5
Stainless Steel 17-4
Stainless Steel 18-8
Stainless Steel 303
Stainless Steel 316/316L
Stainless Steel 416
Stainless Steel 410
Stainless Steel 420
Stainless Steel 440C
Learn more about stainless steel for CNC machining.
Steel 1018
Steel 1215
Steel 4130
Steel 4140
Steel 4140PH
Steel 4340
A2 Tool Steel
O1 Tool Steel
Learn more about steel for CNC machining.
Titanium (Grade 2)
Titanium (Grade 5)
Learn more about titanium for CNC machining.
Zinc Alloy
Learn more about zinc for CNC machining.
.
We can source additional alloys and tempers from within our network of 10,000 custom machine shops. If you do not see the material stock you are looking for, please choose "Custom" under the material drop-down in the FlagShip Instant Quoting Engine℠. You can then submit your quote for manual review and our expert manufacturing team will reach out.
Plastic CNC Machining Materials
High-strength engineering plastic used for many commercial products.
Learn more about ABS for CNC machining.
A clear glass-like plastic. Good wear and tear properties. Great for outdoor use.
Learn more about acrylic for CNC machining.
Acetal
Delrin 150
Delrin 100
Resin with good moisture resistance, high wear resistance, and low friction. Learn more about Delrin for CNC machining.
Garolite G10 (FR4)
Garolite G10 (non-FR)
Garolite G11 (FR5)
Constructed of an epoxy resin with fiberglass fabric reinforcement, also called epoxy-grade industrial laminate and phenolic, this material offers high strength and low moisture absorption. Learn more about garolite G10 for CNC machining and phenolic machining.
High-density polyethylene is a moisture and chemical-resistant plastic with good impact strength. The material is outstanding for outdoor applications as well as watertight containers or seals.
Learn more about HDPE for CNC machining.
Offers increased mechanical strength, rigidity, good stability under heat and/or chemical resistance.
Learn more about Nylon 6/6 for CNC machining.
With almost twice the tensile strength of ABS, polycarbonate has superior mechanical and structural properties. Used widely in automotive, aerospace, and other applications that require durability and stability.
Learn more about PC for CNC machining.
PEEK
PEEK (USP Class VI TECAPEEK)
PEEK GF30
Offering excellent tensile strength, PEEK is often used as a lightweight substitute for metal parts in high-temperature, high-stress applications. PEEK resists chemicals, wear, and moisture. Learn more about PEEK for CNC machining.
Has excellent electrical properties and little or no moisture absorption. It carries light loads for a long period in widely varying temperatures. It can be machined into parts requiring chemical or corrosion resistance.
Learn more about polypropylene for CNC machining.
This material surpasses most plastics when it comes to chemical resistance and performance in extreme temperatures. It resists most solvents and is an excellent electrical insulator.
Learn more about PTFE for CNC machining.
Ultra-high molecular weight polyethylene. A general-purpose material. It offers a unique combination of wear and corrosion resistance, low surface friction, high impact strength, high chemical resistance, and does not absorb moisture.
Learn more about UHMW-PE for CNC machining.
Polyvinyl chloride (Type 1) is a highly chemical-resistant synthetic plastic, PVC is commonly in environments exposed to liquids or requires electrical insulation.
Learn more about PVC for CNC machining.
ULTEM 1000
ULTEM 2300
ULTEM (Polyetherimide) is a stiff, robust, performance-grade thermoplastic that can operate continuously in high-temperature environments (up to 340°F). It has one of the highest dielectric strengths of commercially available thermoplastics, making it an excellent electric insulator. Since ULTEM is also resistant to chemicals, easily cleaned, and does not absorb moisture, it is often used for medical applications.
We can source additional CNC plastics from within our network of 10,000 machine shops. If you do not see the material stock you are looking for, please choose "Custom" under the material drop-down in the FlagShip Instant Quoting Engine℠. You can then submit your quote for manual review and our expert manufacturing team will reach out.
Ready to get started on your Cnc Machining Service?
Cnc Machining Finishes
CNC Machining Design Guidelines
Swipe to scroll
Feature
Description
Internal corner fillets
Design internal corner fillets to be 0.020” - 0.050” greater than a standard drill size for the radii. Follow a drill diameter to depth ratio of 1:6 (1:4 recommended) as a guideline for internal corner radii.
Floor fillets
Design floor fillets smaller than corner fillets to allow the same tool to clear material from the interior.
Undercuts
Always design undercuts to standard sizes and away from corners so they are accessible by the cutting tool.
Tapped/threaded hole depth
Provide tool clearance slightly beyond the tapped hole depth to ensure complete threads.
Complexity
Keep the number of small cuts to a minimum to reduce the CNC machining service cost; only design in the necessary features to balance function with aesthetic.
The finish option with the quickest turnaround. Machined parts are left with visible tool marks and potentially sharp edges and burrs, which can be removed upon request. CNC machining surface finish is comparable to 125 uin Ra finish.
The part surface is left with a smooth, matte appearance.
This is a batch-based process that tumbles vibrating media to remove sharp edges and burrs on CNC parts. Tumbling can remove machine marks on exterior surfaces. Parts over 8” may require a manual review.
Type II (MIL-A-8625, Type II) creates a corrosion-resistant finish. Parts can be anodized in different colors—clear, black, red, and gold are most common—and are usually associated with aluminum. Type III (MIL-A-8625/MIL-PRF-8625, Type III, Class 1/2 "hardcoat") is thicker and creates a wear-resistant layer in addition to the corrosion resistance seen with Type II. See examples of our anodized finishes in our metal finishes gallery.
A surface finish for titanium per AMS-2488 Type 2 specification. Also called Tiodize, this finish increases fatigue strength and the wear resistance of a part. Titanium anodized parts are common in aerospace and medical device manufacturing. Non-pigmented titanium anodize finishes will dull shine.
A hard coat anodize process that embeds PTFE to create a self-lubricating, dry contact surface with Type 3 hard coat’s protective properties. This finish can be used on aluminum alloys or titanium and increases the service life of the product. This finish conforms to the AMS-2482 Type 1 Hard Coat Anodizing with Teflon (Non-Dyed).
Provides corrosion resistance and good conductivity properties. Can be used as a base for paint. Can leave surface yellow/gold. Adds very little thickness, about 0.00001”-0.00004”. Chem film will conform to MIL-DTL-5541, TYPE I/II.
Improves corrosion resistance for 200 and 300 series and precipitation hardened corrosion-resistant steels. Thickness is negligible, about 0.0000001”. Conforms to ASTM A967, AMS-QQ-P-35, MIL-STD-171, ASTM A380, or AMS 2700.
This process is where powdered paint is sprayed onto a part and baked in an oven. This creates a strong, wear- and corrosion-resistant, more durable layer than standard painting methods. A wide variety of colors are available to create the desired aesthetic. See examples in our powder coating finishes gallery.
An electrochemical process cleans steel parts to reduce corrosion and improve appearance, by making the metal brighter. Removes about 0.0001”-0.0025” of the metal. Conforms to ASTM B912-02.
Provides uniform nickel coating which offers protection from corrosion, oxidation, and wear on irregular surfaces. The finished part will be brighter. Thickness starts at .0001”. Conforms to MIL-C-26074.
Silver offers high solderability and electrical conductivity but is susceptible to tarnish. Conforms to AMS QQ-S-365D. Thickness is about 0.00002” - 0.0003.”
Gold Plating provides good corrosion and tarnish resistance with excellent solderability. Default application specification is MIL-G-45204 and ASTM B488, CLASS 00, 0, OR 1. Thickness is about 0.00002" - 0.00005."
Provides uniform zinc coating which offers protection from corrosion, oxidation, and wear on irregular surfaces. Conforms to ASTM B633-15.
Ready to get started on your Cnc Machining Service?
Cnc Machining Design Guidelines
Swipe to scroll
Feature
Description
Internal corner fillets
Design internal corner fillets to be 0.020” - 0.050” greater than a standard drill size for the radii. Follow a drill diameter to depth ratio of 1:6 (1:4 recommended) as a guideline for internal corner radii.
Floor fillets
Design floor fillets smaller than corner fillets to allow the same tool to clear material from the interior.
Undercuts
Always design undercuts to standard sizes and away from corners so they are accessible by the cutting tool.
Tapped/threaded hole depth
Provide tool clearance slightly beyond the tapped hole depth to ensure complete threads.
Complexity
Keep the number of small cuts to a minimum to reduce the CNC machining service cost; only design in the necessary features to balance function with aesthetic.
Ready to get started on your Cnc Machining Service?
CNC Machining Applications
Rapid Tooling
Because CNC machining can cut a high variety of fully dense, durable materials like aluminum 5052 and stainless steel, it is perfect for creating fixtures or molds.
Rapid Prototyping
The range of affordable metal alloys (like aluminum 6061) and plastics (like acetal or ABS) combined with the speed of our skilled machinists makes our online CNC machining service a great option for prototyping.
End-Use Production
Performance-enhancing finishes, precision tolerances as low as +/- 0.001”, and certifiable material options make CNC machining an excellent technology for end-use parts.
Design Best Practices
Maintain appropriate wall thickness for your material
Add fillets to sharp corners for strength and printability
Design with orientation in mind to minimize supports
Avoid overhangs greater than 45° where possible
Use hollow structures for large parts to save material
Include drainage holes for hollow parts when using resin
Need help with your design? Our engineering team offers design for additive manufacturing (DFAM) services to optimize your parts for 3D printing.
Ready to get started on your Cnc Machining Service?
CNC FAQs: Your Comprehensive Machining Questions Answered
CNC machining utilizes subtractive manufacturing processes, where material is precisely removed from a workpiece to achieve the final shape. This involves drilling holes, boring slots, and shaping metal or plastic stock into complex geometries with tight tolerances.
Unlike additive manufacturing (which builds parts layer-by-layer) or injection molding (which uses molds), subtractive machining ensures high precision through computer-controlled tools. It supports materials like aluminum, steel, titanium, and engineering plastics, making it ideal for aerospace, automotive, and medical device applications.
Traditional machining relies on manual operation by skilled machinists, using tools like lathes and mills to shape materials per blueprints. In contrast, CNC machining uses computer numerical control (CNC) to automate the process, driven by G-code programming.
CNC machines offer consistent precision (±0.0001" vs manual ±0.001"), repeatability across 1000+ parts, and the ability to produce complex 3D geometries. This makes them essential for high-volume production, aerospace components, and medical implants where accuracy is critical.
CNC machining is vital in aerospace (turbine components, aircraft frames), automotive (engine parts, transmission components), and consumer electronics (precision housings for smartphones). Other key industries include:
Energy: Oil & gas pipeline components, renewable energy parts
Defense: Military-grade equipment and weaponry
Its versatility across materials and precision makes it a staple in modern manufacturing.
CNC machining emerged in the 1940s during WWII, when John T. Parsons developed computational methods for machining helicopter rotor blades at Wright-Patterson Air Force Base. His team used interpolation curves to achieve complex tapers, laying the groundwork for automated machining.
In the 1950s, MIT’s Servomechanisms Laboratory advanced the technology with Cartesian coordinate systems, enabling machines to follow digital designs with precision. By the 1970s, CNC had replaced manual machining in most industrial applications, driven by advancements in computer technology and software programming.
We offer 6 inspection tiers via our quoting platform’s Inspection tab, including:
Standard Inspection: Included in all orders (dimensional checks, surface finish)
First Article Inspection (FAI): Detailed report per AS9102 standards
Material Certification: Traceability for metal alloys and plastics
Non-Destructive Testing (NDT): Dye penetrant, X-ray for hidden defects
3D Scanning: Digital comparison to CAD models (±0.001" accuracy)
All machined parts undergo in-process quality control using CMMs and optical comparators.
Manufacturing Process: 3D printing is an additive process, building parts layer by layer from materials like plastic or metal. In contrast, CNC machining is subtractive, cutting away material from a solid block to shape the final product.
Material Efficiency: 3D printing minimizes waste by using only the material needed to form the part, whereas CNC machining can produce more waste due to its subtractive nature.
Speed and Cost: For small batches and complex geometries, 3D printing can be faster and more cost-effective. CNC machining is preferable for larger volumes and materials requiring high precision and strength.
Surface Finish and Tolerances: CNC machining typically achieves better surface finishes and tighter tolerances compared to 3D printing.
Our standard tolerances include:
Metals: ±0.005" (local), ±0.010" (large parts after heat treatment)
Plastics: ±0.010" (due to thermal expansion)
Surface Finish: 125 μin (Ra) for "As Milled" parts
Tapped Holes: Machined to CAD-specified diameters if not labeled as Features
Tighter tolerances (±0.0005") are available for aerospace and medical projects upon request.
The expense associated with our CNC machining service is variable and directly influenced by the distinct attributes of your project, including its design and tolerance specifications. The machining duration for the chosen material is another key determinant of the cost. To illustrate, should you require a part where the combined machining and material expense is $2, with an additional setup charge of $200, the total cost for a singular part would amount to $202. Contrastingly, should you commission the production of 200 identical parts, the cost per unit would be just $3! Learn more about the CNC machining costs.
Our CNC capabilities include:
5-Axis Machining: Up to 26" components (complex geometries)
4-Axis Machining: 36" max size (prismatic parts)
3-Axis Machining: 60" large-format parts (prototypes & low-volume)
Materials: Aluminum, steel, titanium, PEEK, nylon, and 50+ alloys
All processes are supported by our Manufacturing Partner Network for scale.
G and M codes are the programming languages used in CNC machining to control CNC machine tools. G-codes are primarily used for specifying the movements of the machine, such as linear interpolation, circular movements, and other specific functions related to the actual path of the tool. M-codes, on the other hand, handle machine functions that are not directly related to the path of the tool, such as turning the machine on or off, starting or stopping the spindle, and controlling coolant. Together, G and M codes provide a comprehensive set of instructions that CNC machines follow to produce parts accurately and efficiently.
Yes! We offer:
Standard Lead Time: 3-7 business days for most parts
Expedite Service: 1-2 day turnaround (available at checkout)
24-Hour Quote: Instant pricing for standard designs
Dedicated Project Managers: Rush order coordination
Our automated quoting platform lets you select lead times based on urgency and budget.
For U.S.-bound prototypes produced internationally, our checkout price includes:
Tariffs & Duties: Calculated based on HS codes and trade agreements
Shipping: Door-to-door delivery via DHL, FedEx, or UPS
Customs Clearance: Our team handles documentation
For large orders, we offer duty-deferred shipping and free trade zone processing. Learn more about international manufacturing costs.